
檢測系統ACCRETECH東京精密PULCOM GE-10V
檢測系統PULCOM GE-10,PULCOM GE-10V,PULCOM GE-20,PULCOM GE-11,ATC FANUC,ATC BROTHER,ATC,E-RD10
 咨詢電(diàn)話(huà):0755-28286052
咨詢電(diàn)話(huà):0755-28286052
檢測系統ACCRETECH東京精密PULCOM GE-10V
檢測系統ACCRETECH東京精密PULCOM GE-10V
檢測系統PULCOM GE-10,PULCOM GE-10V,PULCOM GE-20,PULCOM GE-11,ATC FANUC,ATC BROTHER,ATC,E-RD10
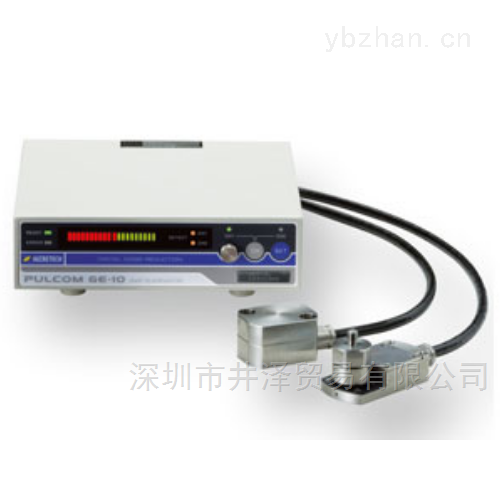
PULCOM GE-10是一(yī)款單一(yī)功能的薄型機型采用高亮度 LED 電(diàn)平條,可視性好,即使在遠處也能查看信号變化。
特征:
砂輪接觸檢測系統PULCOM GE-10檢測砂輪與被磨材料之間的接觸,并立即向NC發送信号,通知(zhī)加工(gōng)循環開(kāi)始。考慮到預處理的尺寸變化,浪費(fèi)粗磨循環,縮短空進給時間,加快切削速度,提高循環時間。
數字降噪功能内置 DSP(數字信号處理器),可消除冷卻液注入和軸承噪音等環境噪音,實現精度檢測。
通過監測修整器與砂輪接觸時産生(shēng)的 AE 波來檢測修整是否完成。與基于修整次數和時間的傳統方法相比,修整時間大(dà)幅縮短并延長了磨石壽命。
砂輪接觸檢測系統PULCOM GE-10V是在定徑裝置控制器PULCOM V10上增加了加工(gōng)監控系統功能的型号。信号波形顯示在V10液晶屏上。它是加工(gōng)“可視化”的模型。
對檢測到的AE波進行頻(pín)率分(fēn)析,并實時顯示功率譜。無法僅通過AE波的強度水平确定的問題可以在不忽視它們的情況下(xià)檢測到。
在帶ATC的加工(gōng)中(zhōng)心中(zhōng),由于在ATC期間切屑夾在刀具錐度和主軸之間,會發生(shēng)突然故障。這個問題在鋁的高速切削中(zhōng)尤爲明顯,多年來一(yī)直希望找到解決方案。
鋁加工(gōng)現場正在研究縮短加工(gōng)時間和減少冷卻劑等新主題,因此ATC期間切屑被卡住的頻(pín)率正在增加。尤其是在高速鋁切削中(zhōng),必須用測量儀器檢測的切屑夾雜(zá),防止缺陷的發生(shēng)。
通過采用非接觸方法,可以測量1,200 rpm下(xià)的撓度,這是接觸方法難以實現的。此外(wài),算法僅需0.3秒(600轉/分(fēn)鍾)即可完成所有測量處理。

 發郵件給我(wǒ)(wǒ)們:izawa_e@163.com
發郵件給我(wǒ)(wǒ)們:izawa_e@163.com 在線客服
在線客服